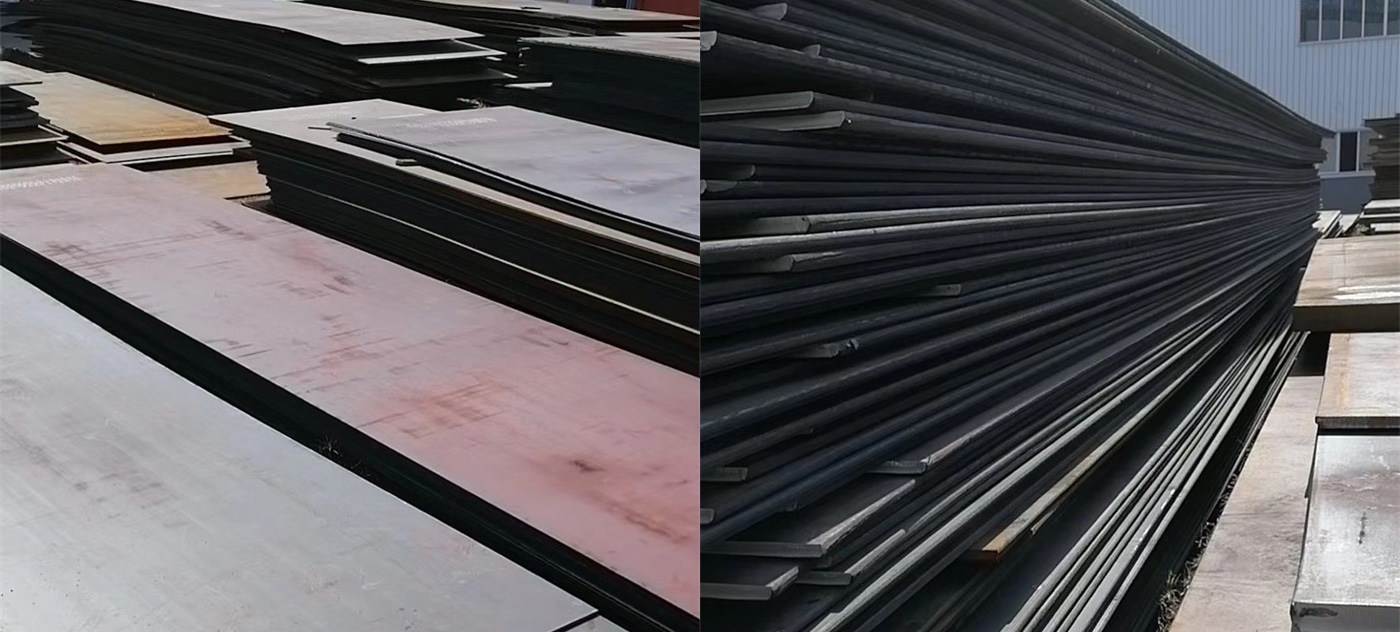
还有激光切割10mm厚的Q235钢板,外有框,内有板,中间有1.35mm的缝隙。你能做到吗?这个也可以,但是要注意控制切割角度。 1、等离子切割 优点是能切割薄板、不锈钢、有色金属,切割速度快。它的缺点是切口会倾斜,切割时会有噪音。 2、数控切割 优点是可以切割任何复杂零件,切割精度高。它的缺点是有一定的操作和技术要求。 3、火焰切割 优点是切割简单,成本低,缺点是切割薄板时容易出现切割变形,可切割的材料有一定的局限性。 4、水射流切割 优点是切割范围广,环保,缺点是切割速度慢,能耗高。 如果切割问题严重,会阻碍正常切割,所以要引起重视,及时解决这个问题。

这种焊接方法的主要优点是不锈钢板中的不稳定因素在低温下趋于稳定,防止了脆性转变。同时保持较低的温度,不会出现晶间腐蚀或热裂纹。所谓的能力提升,包括耐腐蚀性、抗氧化性、使用寿命都会得到更好的改善和提升。 在这个过程中,焊接温度一般控制在80摄氏度以下。所需的焊接速度大于每分钟45至50厘米。在这个过程中,要注意很多环节的适度。除了速度和温度,焊接的宽深比要保持在1.5:1-2:1之间,保证焊接部位的厚度小于等于12 mm,接下来就是对焊缝表面进行钝化,主要是酸洗钝化。经过这一步,不锈钢中板的自抬能力就能得到保证。

所需要焊接的速度,是在四十五到五十厘米每分钟以上。在这个过程中,要注意多个环节的适度情况。除了速度与温度之外,所需要焊接的宽深比例,也要保持在一点五比一与二比一之间,焊接件的厚度要保证小于等于12mm。下一步要进行的是焊缝面的钝化处理,主要是酸洗钝化处理。在经过这一步骤处理之后,可以保证不锈钢中板提升本身的能力。 选用这种焊接办法的首要,在于低温的焊接状况,会导致不锈钢中板内部的不稳定要素趋于稳定,避免了脆性改动的状况发作。